1.ǰ��
CO2���w���o(h��)����������Ѓ�(y��u)�|(zh��)���r(ji��)������Ч�ȃ�(y��u)�c(di��n)��Ŀǰ�ѱ�������(y��ng)���ڹ��I(y��)�c����䓽Y(ji��)��(g��u)ʩ���У����Ќ�(sh��)о���zCO2�����w���o(h��)����(y��ng)�����V�������I(y��)�ܵ�����ʩ���������ǬF(xi��n)��(ch��ng)���b���ӽ�(j��ng)������ȫλ�ú��ӣ���(sh��)о���zCO2���w���o(h��)�������������c(di��n)���^�y�m��(y��ng)ȫλ�ú��ӣ���������ĬF(xi��n)��(ch��ng)���b���Ӳ��ò��Բ��Â��y(t��ng)���ֹ�늻�����r(ji��)��ߵ�ˎо���z�M(j��n)�к��ӡ��@�Ӵ������ʩ���ɱ���ʩ�����ڡ����˽�Q�@һ��(w��n)�}���͌�(sh��)о���zCO2���w���o(h��)����ȫλ�ú��ӕr(sh��)�ĺ����¿���ʽ����ˇ����(sh��)������Ҫ�c(di��n)�M(j��n)���˴������о���
2.ԇ�(y��n)�ò��ϵ�����
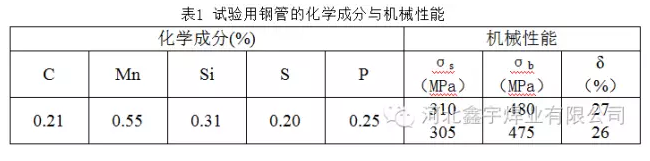
2.1 䓹ܵ�Ҏ(gu��)���c���ܣ�ԇ�(y��n)�x����Ҏ(gu��)���Φ402X9mm��20̖(h��o)䓹ܣ��仯�W(xu��)�ɷֺ͙C(j��)е����Ҋ(ji��n)��1��
2.2���Ӳ��ϵ���̖(h��o)�c���ܣ�ԇ�(y��n)�x��������GHS-50(ER70S-6)Φ1.2mm���z��ԓ���z��������(gu��)AWS��(bi��o)��(zh��n)���a(ch��n)�����|(zh��)�ஔ(d��ng)���҇�(gu��)ER50-6���z���仯�W(xu��)�ɷ��c�C(j��)е����Ҋ(ji��n)��2��

2.3���o(h��)���w��Ҫ���x����CO2���w���o(h��)�����o(h��)���w�ļ��������Ǻ�ˮ����(du��)�����|(zh��)���ĺÉ�����ҪӰ푣�����(gu��)���ձ��ȇ�(gu��)���Ќ��T�ĺ��Ӛ��w�|(zh��)��Ҫ�����к�ˮ��Ҫ����0.005�����҇�(gu��)������CO2���^(gu��)ȥ�����ϲ��û����S��ᄾƏS�ĸ��a(ch��n)Ʒ�������ˮ������������ˮƽ�����҇�(gu��)���P(gu��n)��(bi��o)��(zh��n)��Ҫ������CO2�ļ���≥99.5������ˮ��≤0.05������(sh��)�Hԇ�(y��n)�Ú��w�ļ���Ҋ(ji��n)��3��

3�������¿���ʽ
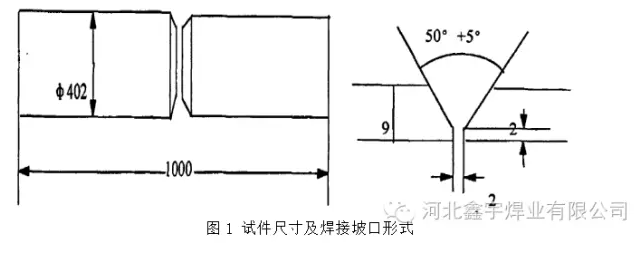
ԇ�(y��n)����λ�Þ�䓹�ˮƽ�̶�ȫλ�ú��ӣ��ÙC(j��)е�ӹ��Ƃ䡣ԇ���ijߴ缰�¿���ʽԔҊ(ji��n)�D1���¿ڲ��ÙC(j��)е�ӹ��Ƃ䡣
4��ԇ���ĺ���
ǰ���ѽ�(j��ng)�ᵽ����(du��)��(sh��)о���zCO2���w���o(h��)����ˇ���ԣ�ˮƽ�̶���ȫλ�ú������y�����ĺ���λ�ã�������x����m�ĺ��ӹ�ˇ����(sh��)���������_�IJ����ַ��dz���Ҫ��
4.1���ӹ�ˇ����(sh��)����(j��ng)�^(gu��)����(f��)ԇ�(y��n)���_�����ӹ�ˇ����(sh��)Ҋ(ji��n)��4��
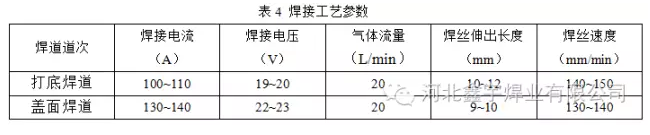
4.2����ԇ���ęz�(y��n)�����ÈD1�o�����¿ڳߴ�ͱ�4��ʾ�ĺ��ӹ�ˇ����(sh��)�M(j��n)�������Mԇ���ĺ��ӡ����p�����^�z�(y��n)�������I(y��)�ܵ�ʩ�����(y��n)��Ҏ(gu��)�̡�(GB50236)�е�Ҫ���M(j��n)���u(p��ng)�������|(zh��)�����_(d��)����I��(j��)Ҫ���ӽ��^��(n��i)���|(zh��)����GB3323��(bi��o)��(zh��n)�M(j��n)��X�侀̽����II��(j��)�ϸ����Mԇ����I��(j��)һ����II��(j��)�ɼ���ȫ����ϸ�
4.3���ӽ��^�C(j��)е���ܙz�(y��n)���������I(y��)�ܵ�ʩ�����(y��n)��Ҏ(gu��)�̡�(GB50236)��Ҫ��ȡ�ɽM���Ӻ���ԇ��(�o(w��)�p̽��I��(j��)��II��(j��)��һ��)��ÿ�Mԇ���քeȡ�ɂ�(g��)����ԇ�����ɂ�(g��)�揝���ɂ�(g��)����ԇ���M(j��n)��ԇ�(y��n)��ԇ�(y��n)�Y(ji��)��Ҋ(ji��n)��5��

�����z�(y��n)�Y(ji��)���C��������CO2���w���o(h��)�����������Mԇ�����^�|(zh��)�����M���(bi��o)��(zh��n)Ҫ��
5��ʩ����(y��ng)��
���̽��O(sh��)�����У��д���ֱ����300~600mm֮�g�Ĺ��I(y��)�ܵ�ʩ�����ӣ�ͨ�^(gu��)���ԇ�(y��n)�����Y(ji��)�����m�ϬF(xi��n)��(ch��ng)ʩ���Č�(sh��)о���zCO2���w���o(h��)�����ӹ�ˇ����(sh��)�͌�(sh��)�H����Ҫ�I(l��ng)������֮��(y��ng)�õ��ˌ�(sh��)�`�С�
5.1���Ӳ���Ҫ�I(l��ng)����(sh��)о���zCO2���w���o(h��)���IJ����cһ���ֹ�늻���������ͬ�����д�����IJ���������Ҫע�⡣ͨ�^(gu��)ԇ�(y��n)��ԓ�������Ӳ���Ҫ�c(di��n)���£�
(1)�M(j��n)�д�������ӕr(sh��)�����������^�쵽�۳ص�ǰ����һ��(g��)С�ף�ԓС�ĵ�ֱ���S����2mm���ҡ���(d��ng)С��ֱ��׃С�r(sh��)���f(shu��)�������ٶ�ƫ�죬���a(ch��n)��δ�����@�r(sh��)��Ҫ���ͺ����ٶȣ���(d��ng)С��ֱ��׃��r(sh��)���f(shu��)�������ٶ�ƫ�������ڟ����Ŀ����ԣ��ʑ�(y��ng)�m��(d��ng)��ߺ����ٶȡ��m�ϵĺ����ٶ��£��۳�ǰ���С�����ϾS�̶ֹ��ijߴ硣
(2)���z����L(zh��ng)��ֱ��Ӱ�늻�ȼ���ķ�(w��n)���Ժ͚��w�ı��o(h��)Ч�����^(gu��)�L(zh��ng)Ӱ푚��w���o(h��)Ч�����^(gu��)�̄t����(d��o)���w�R�p�ć��죬�Һ��������^���۳ء����ӕr(sh��)���z����L(zh��ng)����ó��^(gu��)���zֱ����10����
(3) CO2���w���o(h��)���ĺ��Ӆ���(sh��)�{(di��o)��(ji��)����խ�����������M(j��n)�йܵ�ȫλ�ú��ӕr(sh��)����횇�(y��n)��Ҏ(gu��)���Ĕ�(sh��)ֵ�O(sh��)�����ӹ�ˇ����(sh��)���e�Ǻ���늉����{(di��o)�����ȃH��1~2V��’
‘
5.2 CO2���w���o(h��)���ă�(y��u)�c(di��n)�������Ĺ��̑�(y��ng)�ñ�������(sh��)о���zCO2���w���o(h��)�����������c(di��n):
(1)�������ߺ���Ч�ʣ��s��ʩ�����ڡ�CO2���w���o(h��)��늻�������(qi��ng)����������۷�Ч�ʸߣ������a(ch��n)Ч�ʿɱ��ֹ�늻������2~3����
(2)����ʩ���|(zh��)����(w��n)��������CO2���w���o(h��)�����p���ٺ������ͣ����Ѓ�(y��u)���Ŀ������ܣ������^(gu��)���Пo(w��)���������^����ƺ����|(zh��)�����p�ٺ���ȱ�ݣ����ӕr(sh��)늻�������(qi��ng)�����^������ͺá�������(j��ng)�^(gu��)���T��Ӗ(x��n)���������ղ���Ҫ�I(l��ng)��������������λ�ã����ֹ�늻���������ʩ����
(3)�����̳ɱ������I(y��)�ܵ��F(xi��n)��(ch��ng)���bʩ���У�����������Ҫ��ʩ������(sh��)о���zCO2���w���o(h��)�����ڲ����˃r(ji��)������(du��)�����Č�(sh��)о���z��CO2���w�����Ӻ�������ֹ�늻����ɽ���l��3���ң����ϸߵĺ���Ч�ʺͷ�(w��n)���ĺ����|(zh��)�������ԓ�������ڌ�(sh��)�Hʩ���о������@�Ľ�(j��ng)��(j��)Ч�档
6���Y(ji��)
ԇ�(y��n)�о����̑�(y��ng)�ñ�������(sh��)о���zCO2���w���o(h��)����(y��ng)���ڹ��I(y��)�ܵ�ʩ���������ǿ��еģ��@һ�����ڹ���ʩ���еđ�(y��ng)�óɹ�����(bi��o)־���҇�(gu��)��(du��)CO2���w���o(h��)����ˇ�đ�(y��ng)��������V���������ƏV��(y��ng)���@һ��Ч�����M(j��n)�ĺ��ӹ�ˇ����Ȼ��(hu��)�o��I(y��)�͇�(gu��)�҄�(chu��ng)�����Ľ�(j��ng)��(j��)Ч�棬ͬ�r(sh��)Ҳ��(hu��)����(l��i)������(hu��)Ч�档
����֪�R(sh��)Ո(q��ng)�P(gu��n)ע�ӱ�����I(y��)����˾�Ź���̖(h��o)�� 
�]�䣺hbxyhy@163.com ������ַ���ӱ�ʡ�|��h���O(sh��)·38̖(h��o)
���(qu��n)���У��ӱ�����I(y��)����˾ �Ᵽ���z|�ߏ�(qi��ng)䓺��z|���P䓺��z
������I(y��)���a(ch��n)�h(hu��n)���͟o(w��)��~�ߏ�(qi��ng)䓺��z
